Foundry Virtual Tour

Moulding Process
Following on from our look into the Patternmaking process and how permanent tooling is made, this time we'll look at the Moulding Processes and where the single-use moulds are made and prepared for pouring the molten metal.
Moulding at White Industries is split into two broad categories; Greensand and Hardsand. While both sands are based on silica sand, the bonding methods differ, which in turn determines the rate of mould production and cost.
Greensand is made up of silica sand, bentonite clay, coal dust and water. The sand is mixed in 1 Tonne batches, which are controlled by a computerised batching system. The computer pre-weighs the dry ingredients and then adds water to bring the sand mixture to a specific moisture content. The clay and moisture combine, so when the sand is squeezed by hydraulic rams onto the pattern, an impression is left giving a mould. Coaldust is added to improve the surface finish of ductile and cast irons.
Greensand moulding, used in the White Industries’ BMD Moulding system, is a highly automated process with high production rates. The sand immediately reaches full strength when compressed, so the pattern can be withdrawn from the completed mould and reused for the next mould. This type of moulding lends itself to high volume, repetition castings, although it can still be useful for smaller batches, due to the rapid setup techniques that White Industries employ.

Hardsand is made up of silica sand, a liquid resin and various liquid hardeners. These components are mixed in high-intensity, continuous ribbon mixers, ranging in output from 3 Tonnes per hour to 20 Tonnes per hour. The setting time can be adjusted to set slowly for large moulds and quicker for smaller moulds. Some of the moulds produced at White Industries can have up to 10 Tonnes of sand in each mould half, each taking up to half an hour to fill, so the ability to adjust setting times is critical. This type of moulding suits the production of large castings, as well as small runs of smaller castings.
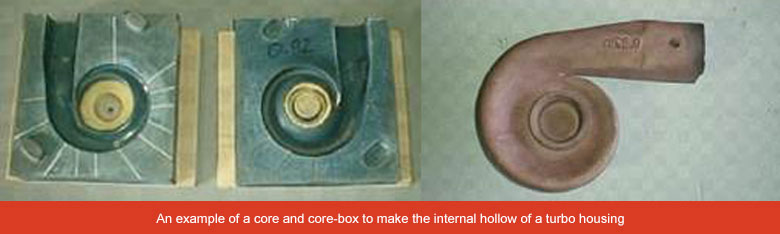
The cores used to make the internal hollows of the castings are also made of Hardsand, which is still silica sand and a liquid resin combined in a mixer, however the hardening is achieved using a gas. The mixed sand is blown into the core-box, then gassed, which quickly hardens the sand. The rapid hardening means large volumes of cores can be produced, as the cores can be turned out quickly.
If you would like to enquire into how we can help you with your casting needs, contact us or call 1300 825 980.
Next we look at Melting and Pouring.
