Foundry Virtual Tour

Moulding Sand
When we talk to customers about making their castings, sometimes we will mention terms such as greensand and hardsand. These are terms that describe the sort of sand we use to make the moulds that give the metal its shape when solidified. Both sands are based on specially-graded silica, the difference is in the bonding mechanisms to make the sand mould keep its shape during pouring and solidification.
 |
 |
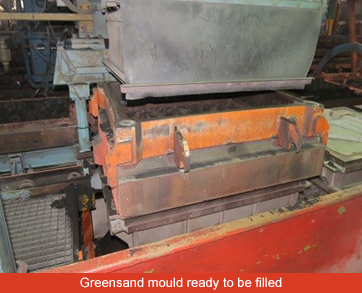
Greensand is a mixture of silica sand, bentonite clay, coal dust and water, which are mixed in a high-intensity batch mixer. When this mix is introduced
onto the pattern, hydraulics rams squeeze the sand onto the patter, which is then removed to make the next mould half.
The bonding mechanism is the clay and moisture that have coated the sand during mixing, being activated by the squeezing action, forming an intimate bond. The coaldust is present to give a smooth surface finish on the casting. It does this by burning when the metal enters the mould, forming carbon monoxide to make a gas barrier between the metal and the mould face. Since the sand develops its bond strength instantly when squeezed, it suits high production rates, since the pattern can be withdrawn and re-used straight away.
For those customers who have visited, you’ll have noted the greensand is actually black. This is due to the coaldust. The term greensand comes from the fact that it develops “green” or new strength when squeezed.
Hardsand is a mixture of silica sand, a liquid resin and various liquid hardening esters. A continuous mixer is used in this case, where a mixing auger combines the sand with measured amounts of resin and various grades of ester to control the speed of setting. If a large mould is being made, a “slow” ester is used to ensure the sand has sufficient bench-life to enable the mould to the filled before setting commences. If a small mould is being made, a “fast” ester is used. These moulds are painted with various types of mould paint, depending on the metal type. Usually the paints are based on a zircon flour, which acts as a refractory barrier to give a smooth surface finish. Hardsand moulds take time to set before the pattern can be withdrawn for re-use, so Hardsand is used to make low-volume runs and one-offs.
As always, if you have any new or existing manufacturing requirements, or just wish to ask a question, do not hesitate to give our hard-working team a call. They are always more than happy to help explain the foundry and its processes.
