Foundry Virtual Tour

Fettling
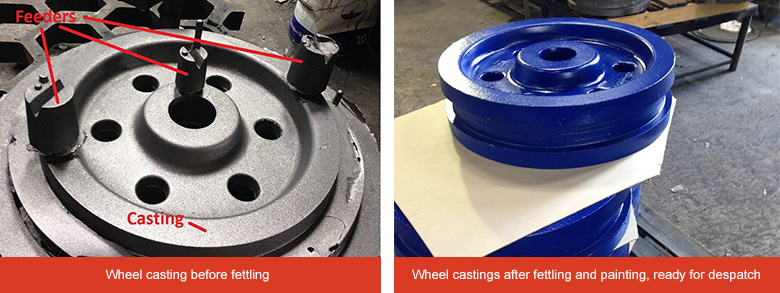
When a pattern is being prepared for moulding, extra features are added like a runner bar, pouring cup and feeders or risers which assist with various aspects of the casting process.
Runner bars and pouring cups ensure the metal enters and fills the mould cavity at the right speed. Too slow and the metal will freeze, too fast and the metal will wash the moulding sand into the casting. Feeders or risers supply extra metal as the casting solidifies, to prevent shrinkage occurring inside the casting.
In the Fettling area, these extra features are removed with pneumatic hammer, oxy acetylene cutting torch or grinders fitted with cutting disks, and the casting is ground with large grinders to smooth and blend the casting as required. The castings may then be painted to customer specification.
If you would like to enquire into how we can help you with your casting needs, contact us or call 1300 825 980.
Next we look at the Heat Treatment Facility.
